|
Product list offer by MESAR/ENVIRONAIR
Pulp and paper industrial custom equipment
-
Cyclone Fiber Separator
-
Cartridge Fiber Separator
-
Eductor Type Fiber Separator
-
Pressure/Vacuum Relief - Water
Seal
-
Pressure/Vacuum Relief - Weight
and Lever
-
NCG Flame Arrestor
-
NCG Detonation Arrestor
-
NCG Injection Nozzle
-
NCG Steam Ejector
-
NCG Direct Contact Condenser
-
NCG Cooler - Shell & Tube
-
NCG Mist Eliminator
-
DNCG Heater - Shell &
Tube
-
DNCG Heater - Steam Coil
- Rupture disk
Environmental gas treatment system
Pulp and paper non condensable gas & vapor handling system
-
Blow Heat Recovery System
-
Turpentine Recovery System
-
LVHC NCG Collection, Transport
and Treatment System
-
HVLC NCG Collection, Conditionning
and Treatment System
-
SO2 Scrubber System
Top
Dynamic Integrated Reagent-Effluent
Control System
DIREC$© is one of the systemized solutions offered
by ENVIRONAIR, an expert in industrial gas emission purification
systems. This is a unique control system for industrial absorption
towers designed to remove air contaminants. Since DIREC$© regulates
reagent feed rate according to the actual contaminant concentration,
it saves on reagent consumption cost and effluent treatment while
ensuring maximum efficiency.
DIREC$© Advantages
- Minimum reagent consumption
- No liquid effluent neutralization costs
- Minimum water consumption
- Fully automated system
- No operator required
- Maximum efficiency guaranteed for ANY contaminant
concentration
- Easy to use: complete control panel with troubleshooting
display
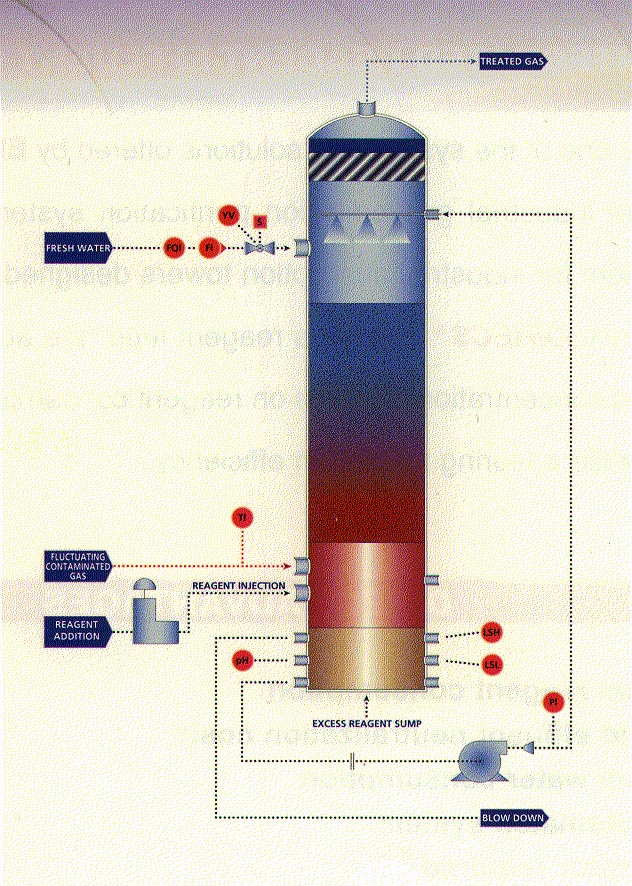
Standard systems
In most industrial applications, there are frequent
and significant variations in contaminant concentrations in process
gas. Therefore, in standard control for gas purification systems,
the reagent concentration is chosen to neutralize the maximum expected
contaminant concentration. The control of the reagent feed rate
is performed by a simple-loop feedback control based on a reading
of pH and/or oxidation-reduction potential (ORP) in the sump. When
the contaminant concentration is below the expected maximum, the
standard system leads to a considerable excess of unreacted reagent
lost in the blow-down.
As a result, there is a costly loss of unreacted
reagent in addition to increased costs of liquid effluent treatment.
Moreover, the efficiency of standard systems will significantly
decrease whenever the contaminant concentration in gaseous effluent
exceeds its expected maximum.
(click on the image
to enlarge)
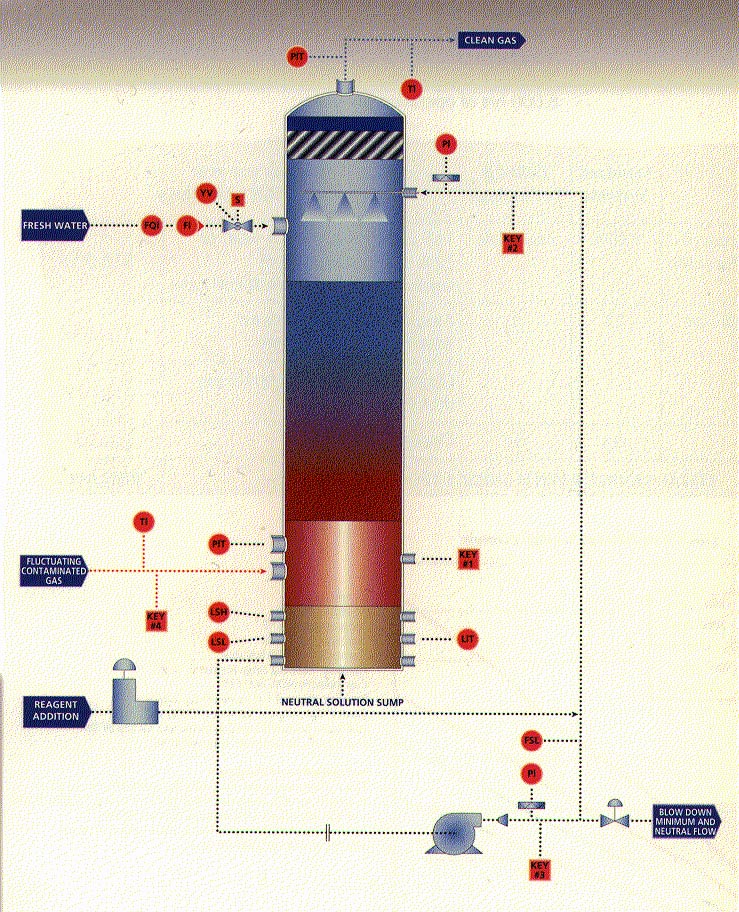
DIREC$© Technology
DIREC$© technology from MESAR/ENVIRONAIR INC.
uses the exact quantity of reagent needed to neutralize the contaminant.
This is possible because a "stoichiometric" ratio between
reagent and contaminant concentrations is maintained in real time
by a multiple-loop control based on measurements at different points.
The in-line injection of fresh reagent into the recirculation loop
ensures a rapid response time to the contaminant concentration fluctuations
in gaseous effluent and eliminates loss of expensive unreacted reagent
in the blow-down. Since the whole quantity of reagent is used, the
effluent does not need to be neutralized. Moreover, the volume of
fresh water needed in the liquid effluent is reduced to a minimum
since DIREC$© controls the concentration of the reaction product
in the blow-down.
Therefore, DIREC$© saves
on both reagent and water consumption and reduces effluent treatment
costs significantly. DIREC$© also maintains maximum contaminant
removal efficiency since it is dynamically adjusting to the contaminant
concentration.
(click on the image to enlarge)
Top
|